
Com o crescente avanço tecnológico, estamos vendo um crescimento vertiginoso nas últimas décadas da produção industrial, de forma que as indústrias já começam a sofrer até mesmo com escassez de recursos para produzir artefatos de origem metálica. Em toda nossa volta lidamos com algum item que sofreu algum processo de soldagem, desde industrial como nossos carros, até feitos através de serralheiros como os portões, janelas e estruturas das nossas casas. Em comum, ambos procedimentos lidaram com eletrodos para realizar a soldagem.
Nesse artigo vamos abordar as diferenças e aplicações ideais de cada tipo de eletrodo. Para curioso ao assunto até profissionais experientes.
O processo de solda com eletrodo revestido
Considerado como o procedimento de solda mais comum, amplamente utilizado na fabricação de variados equipamentos e estruturas metálicas, podendo ser utilizado em oficinas, fábricas, serralherias e uso doméstico.
A quantidade de materiais que podem receber esse tipo de solda é grande, sendo os mais conhecidos:
- Aço
- Aço inoxidável
- Ferro fundido
- Cobre
- Alumínio
- Níquel
Obs: Também é possível trabalhar com combinações entre esses metais.
Esses eletrodos podem ser utilizados em inversores de solda e transformadores, queridos pelo mercado, de fácil acesso para compra. A possibilidade de soldagem também é ampla, sendo possível realizar em todas as posições: Sobre cabeça, horizontal, plana, vertical. Independentemente da espessura do metal é possível utilizar eletrodos dessa família.
Esse tipo de soldagem também é conhecido como soldagem a arco elétrico com eletrodo revestido SMAW – Shield Metal Arc Welding. A solda ocorre quando se tem um calor através do arco elétrico, entre a extremidade de contato do eletrodo com a superfície metálica a ser soldada, por esse motivo a garra negativa sempre fica ligada a peça que deseja soldar. De forma resumida esse processo lembra um curto, onde o choque entre os elétrons geram o calor necessário para o derretimento do eletrodo. Os eletrodos possuem componentes químicos que protegem da atmosfera pelos gases gerados no decorrer da queima do revestimento.
Veja na ilustração abaixo como ocorre esse processo:

Os tipos de eletrodos revestidos
Agora vamos aprender a identificar o melhor eletrodo para sua necessidade. Para que isso ocorra precisamos entender algumas normas e padrões do mercado.
AWS – American Welding Society / Associação americana de Soldagem
É comum encontrarmos no mercado eletrodos com a sigla AWS, e muitas vezes as pessoas não sabem o que significa. Essa sigla é para sinalizar que aquele eletrodo está dentro do padrão da associação americana de soldagem, que a sua produção foi realizada seguindo o alvo imposto pela associação. Essa padronização no mercado é importante, pois assim são definidos critérios de qualidade e padronagem entre o segmento.
Os eletrodos revestidos para aço carbono seguem a norma AWS 5.1. Quando encontramos um eletrodo com inicial “ E “ significa que ele é um eletrodo revestido. Os dois primeiros números após a letra indicam o limite da resistência, em PSI. Nas versões métricas do parâmetro AWS, identificadas como M, as unidades de medidas se baseiam no sistema internacional, no qual, por exemplo, o limite de resistência se mede em MPa (1 MPa = 0,102 Kg/mm2). Em nosso caso, utilizando o exemplo de um eletrodo classificado como E6013, este corresponde a uma resistência mínima à tração de 60.000 psi (cerca de 42Kg / mm2 ou 415 MPa). O terceiro número sinaliza a posição em que a soldagem deve ser realizada.

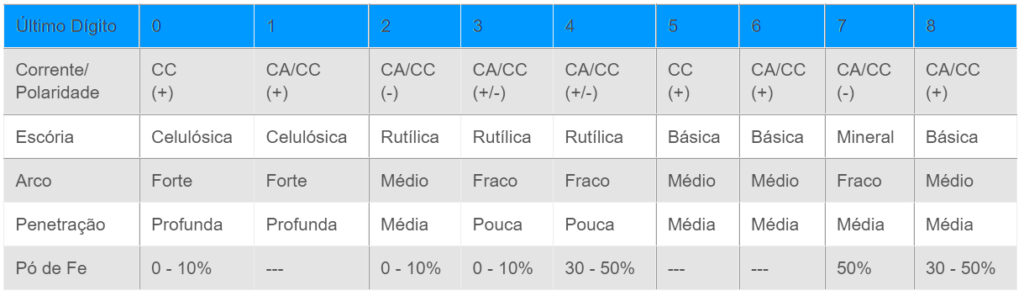
O último número é um indicador crucial na hora de escolher o eletrodo. Ele faz indicativos como:
- A corrente com a qual se soldar e a polaridade a ser utilizada, no caso em que é necessário definir. A corrente pode ser contínua ou alternada. No caso de corrente contínua, existem duas possíveis polaridades: positiva ou negativa.
- O tipo de escória depositada na soldagem. Esta pode ser celulósica, rutílica e básica.
- O tipo de arco que se produz na soldagem: forte, fraco ou médio.
- A penetração sobre o metal base, que pode ser pouca, média ou profunda.
- A quantidade de pó de ferro. Esta pode chegar a 50%.
Confira a tabela abaixo com as características de acordo com o último algarismo:
A AWS permite que os fabricantes também utilizem uma classificação opcional. É desse preceito que surgem nomenclaturas como E6013, E7018.
Os Queridinhos E6013 e E7018
Dentro da imensa gama de eletrodos, os mais comuns de encontrarmos no mercado são os eletrodos E6013 e E7018. Pensando nisso vamos pontuar as principais diferenças entre eles.
E6013 – Esse modelo é indicado para soldagem de chapas finas, com ligas de aço de médio e baixo carbono. Geralmente utilizado em indústrias e trabalhos em campo. Com ele pode ser realizado ponteamento, extensões e cordões.
Indicação de uso:
- Construções mecânicas
- Estruturas metálicas
- Caldeirarias
- Serralherias
E7018 – Indicado para soldagem em juntas, possui ótima penetração e resistência. Geralmente utilizado em peças que são submetidas a grandes esforços. Para aço de médio e baixo carbono.
Indicação de uso:
- Construções mecânicas
- Construções Navais
- Tubulações
- Caldeirarias
De modo mais amplo e sem generalizar, o 6013 é ótimo para ponteamento e preenchimento de grande volume, por se tratar de um eletrodo que derrete mais facilmente. Ele costuma criar mais escórias também. O 7018 é melhor para trabalhos que exigem mais resistência, como junções que podem ser submetidas a grandes forças.
Outros modelos e características:
E6010 – Resistência à tração do metal depositado, mínima de 60ksi (~430MPa). Soldagem em todas as posições em corrente CC+. Revestimento tipo celulósico ligado com silicato de sódio.
E6013 – Resistência à tração do metal depositado, mínima de 60ksi (~430MPa). Soldagem em todas as posições em correntes CA, CC+ ou CC-. Revestimento tipo rutílico ligado com silicato de potássio.
E7018 – Resistência à tração do metal depositado, mínima de 70ksi (~490MPa). Soldagem em todas as posições em correntes CA, CC+. Revestimento tipo básico de baixo hidrogênio e pó de ferro ligado com silicato de potássio.
E8018-B2 – Resistência à tração do metal depositado, mínima de 80ksi (~550MPa) após tratamento térmico. Soldagem em todas as posições em correntes CA, CC+. Revestimento tipo básico de baixo hidrogênio e pó de ferro ligado com silicato de potássio depositando metal de solda com teores de 1,25% Cr e 0,5 Mo (resistente a fluência).
Gostou dessa pequena aula sobre eletrodos revestidos ? Agora que já está preparado para escolher o melhor eletrodo para sua necessidade não deixe de conferir em nossa loja, temos vários modelos e marcas.